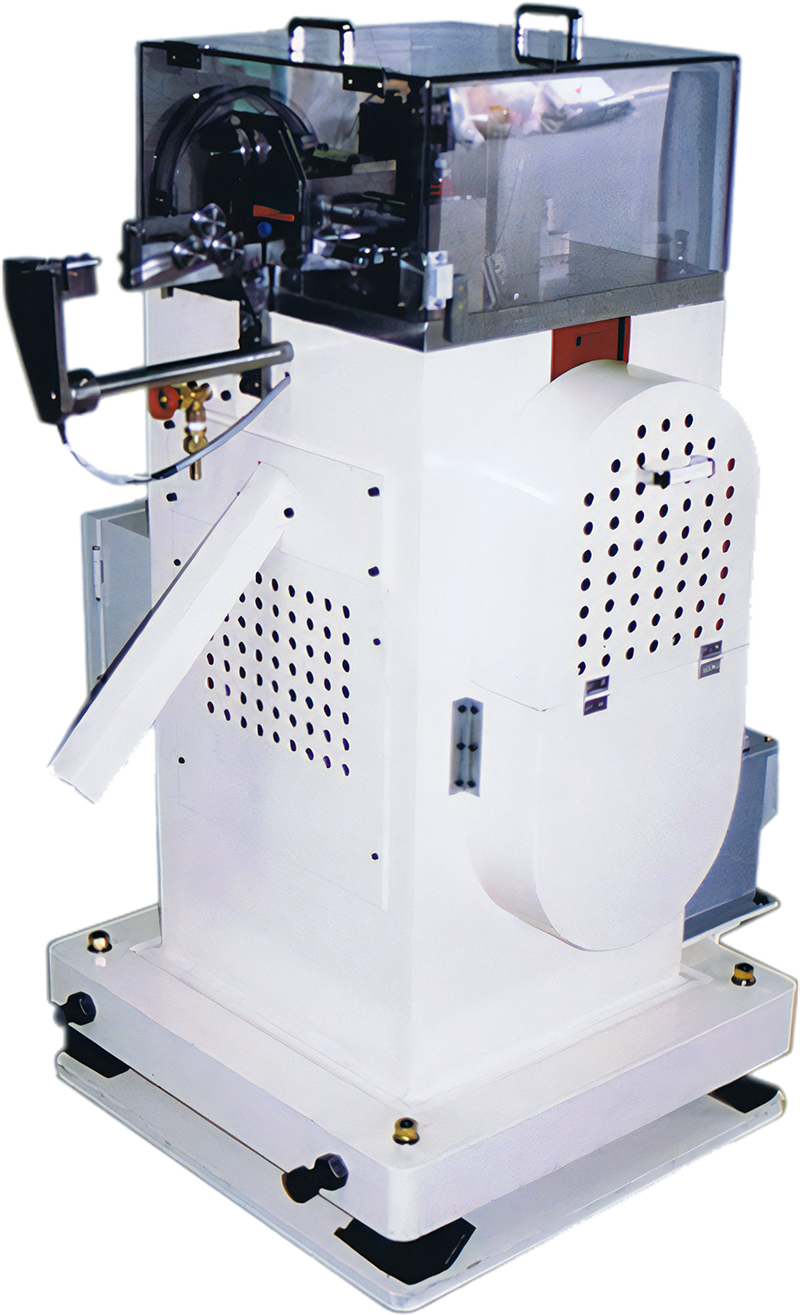
AP-7(S)モデル
概要
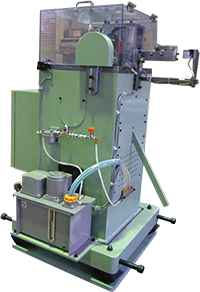
最大3000SPMで線材を切断し高精度の精密切断と鏡面切断の同時加工を目的とした超高速精密切断プレス機械です。

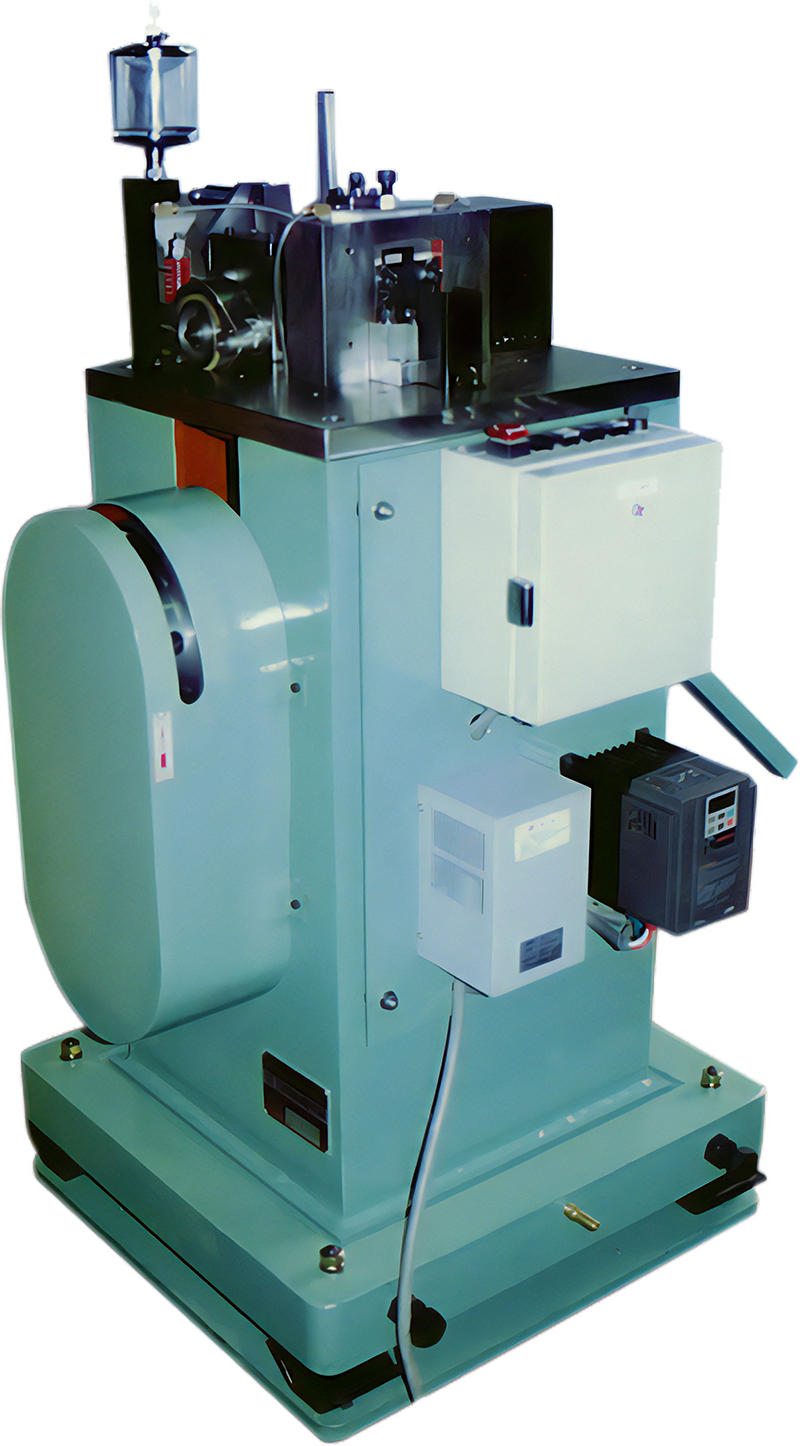
AP-7(S)

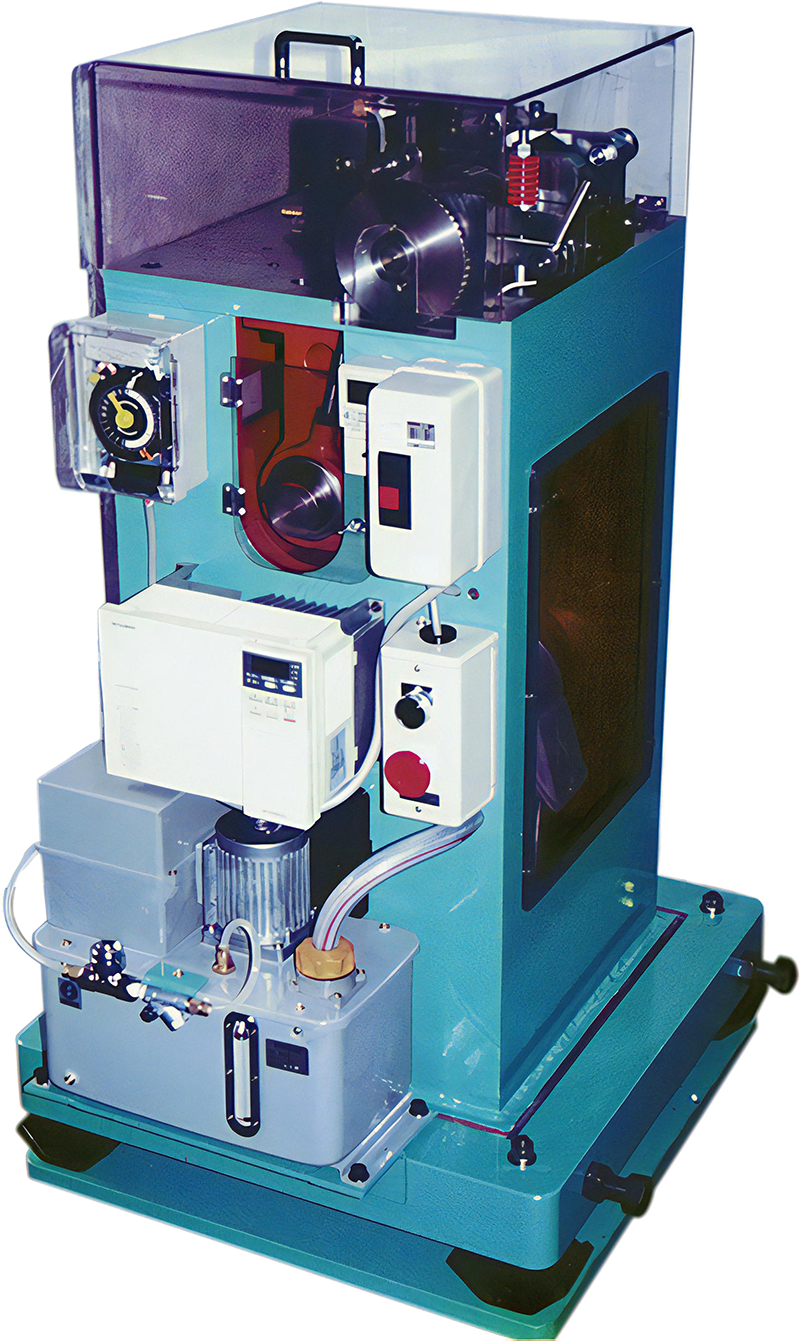
AP-7(S)

NCフィーダー搭載型

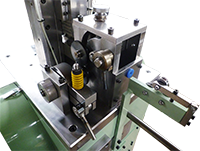
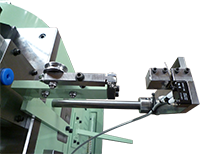
安全カバー解放
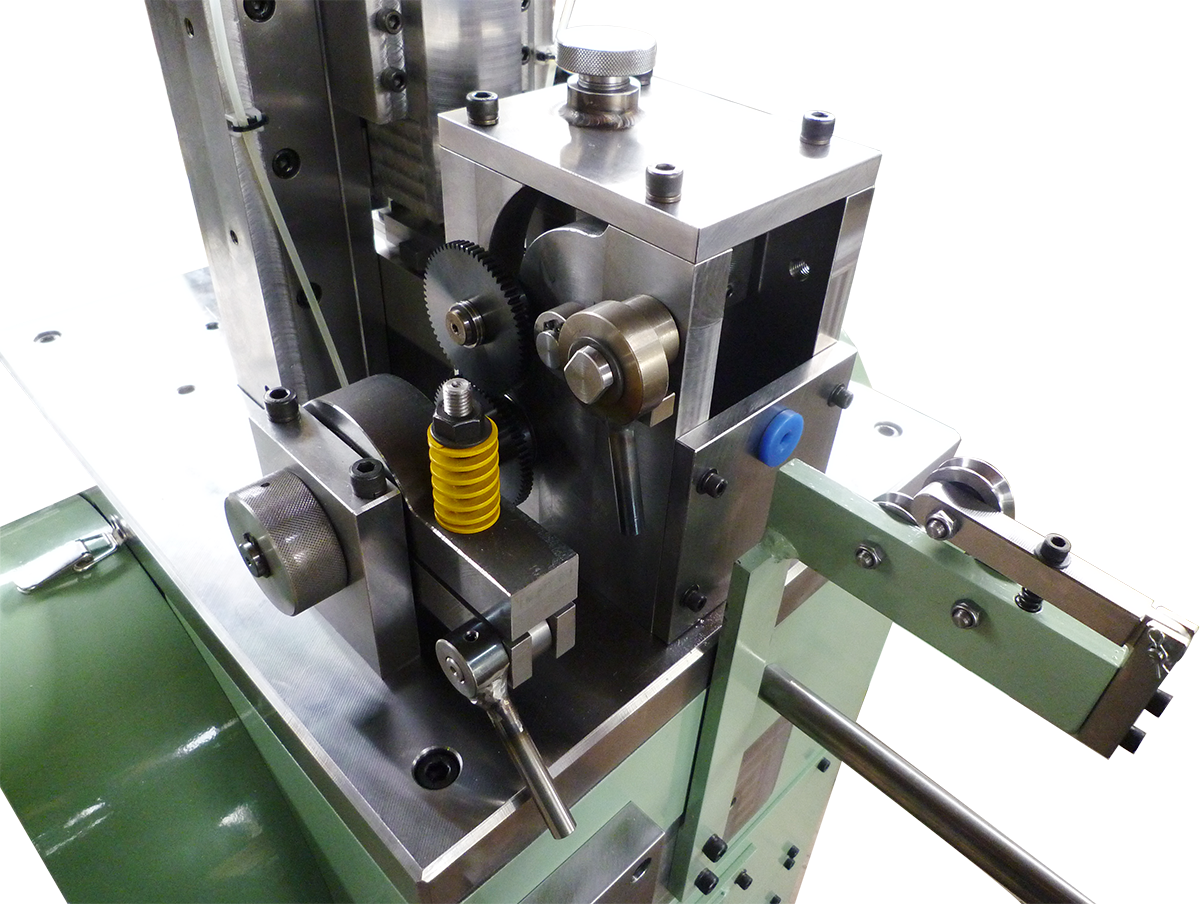
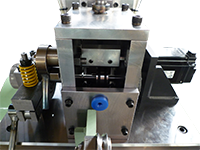
前部側
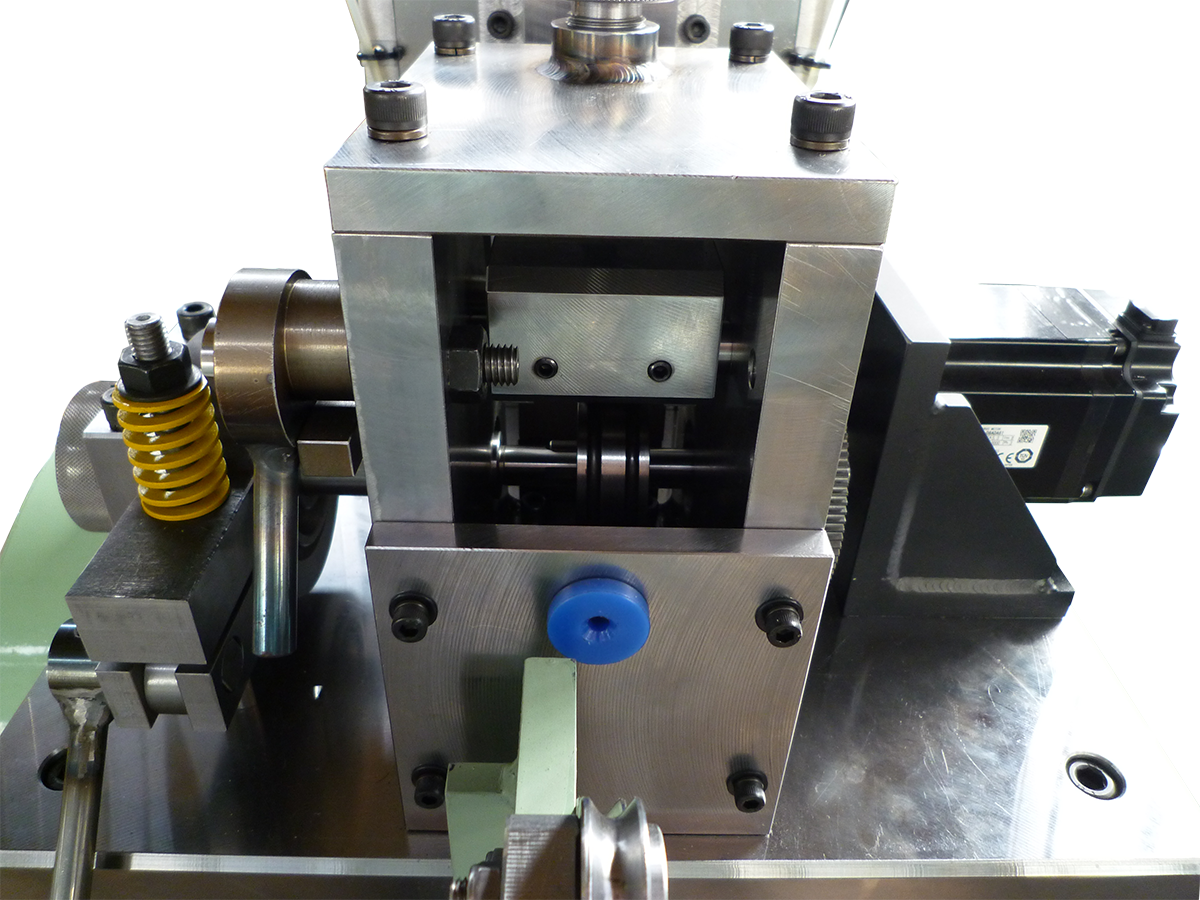
材料挿入側
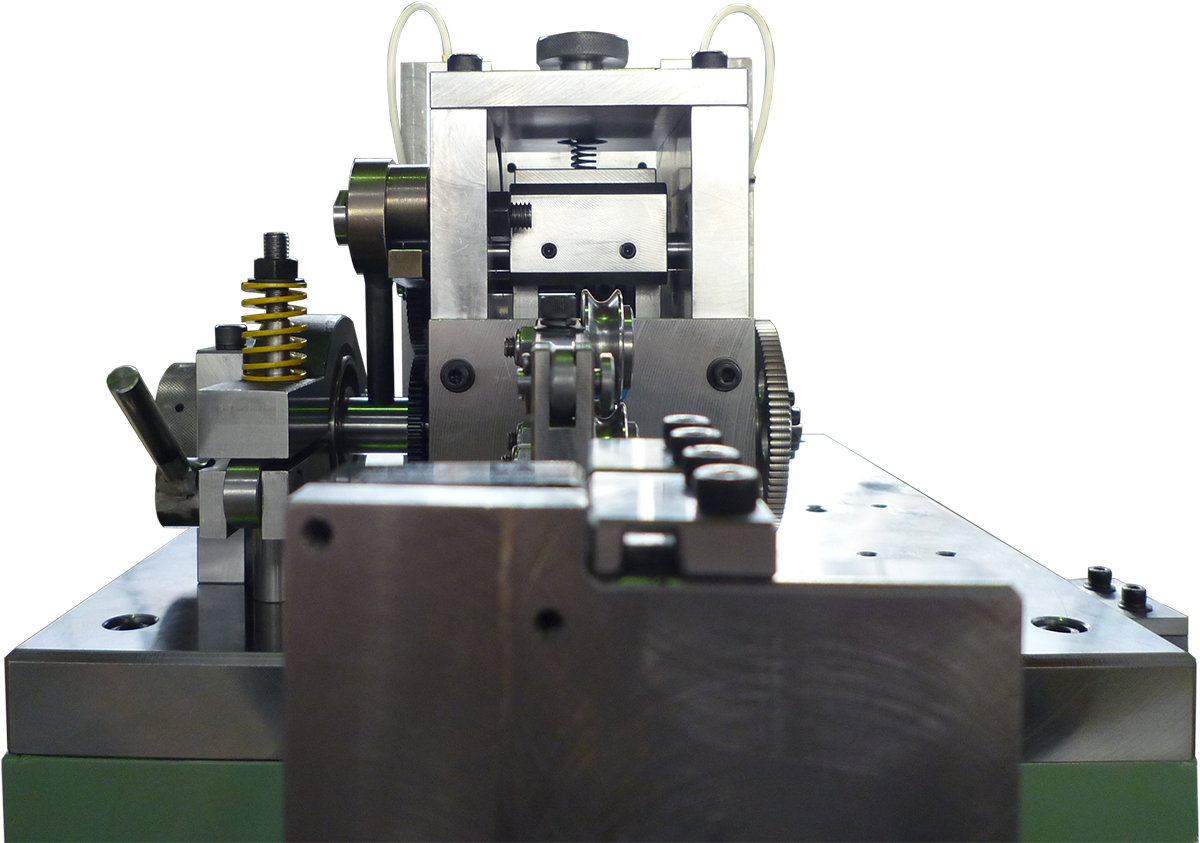
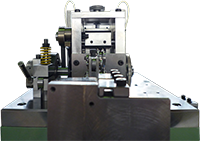
後部側
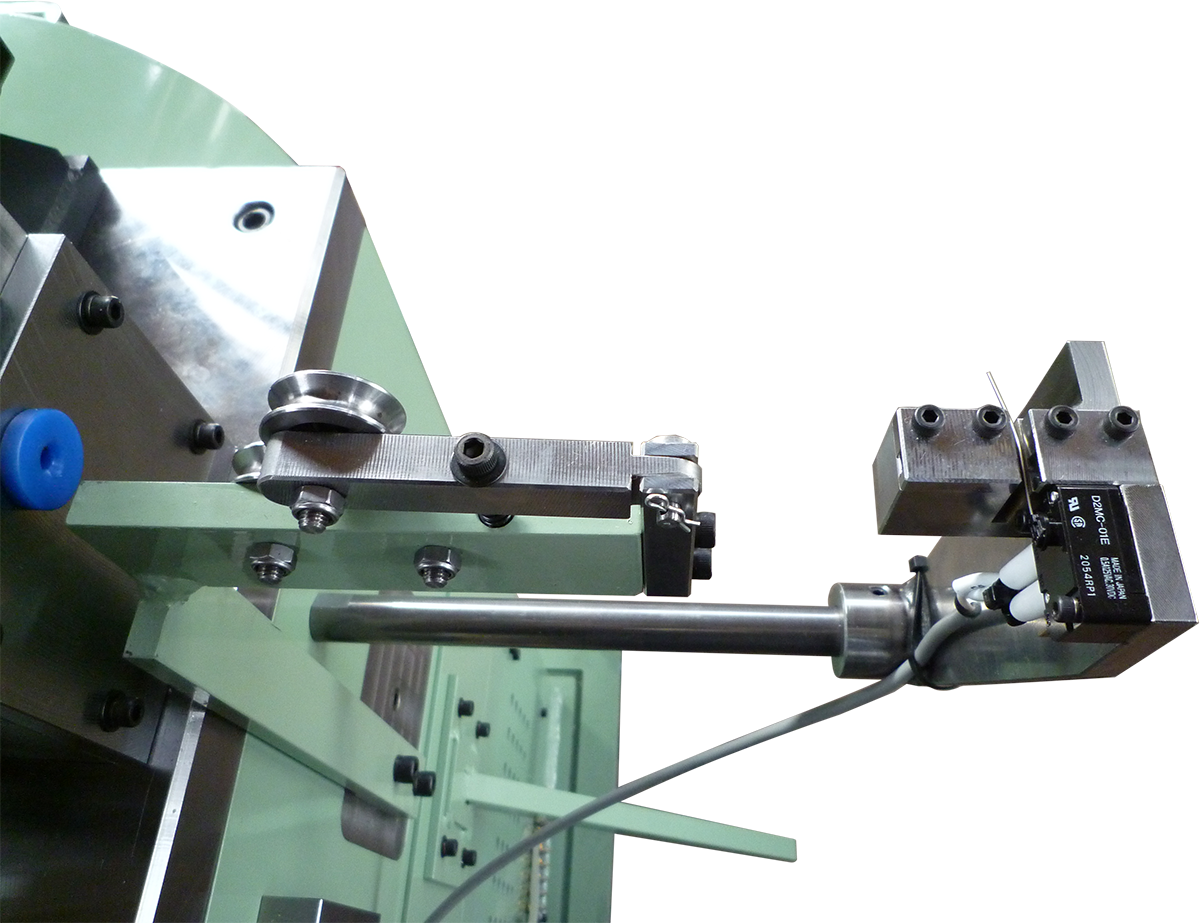
材料切れ検知センサー
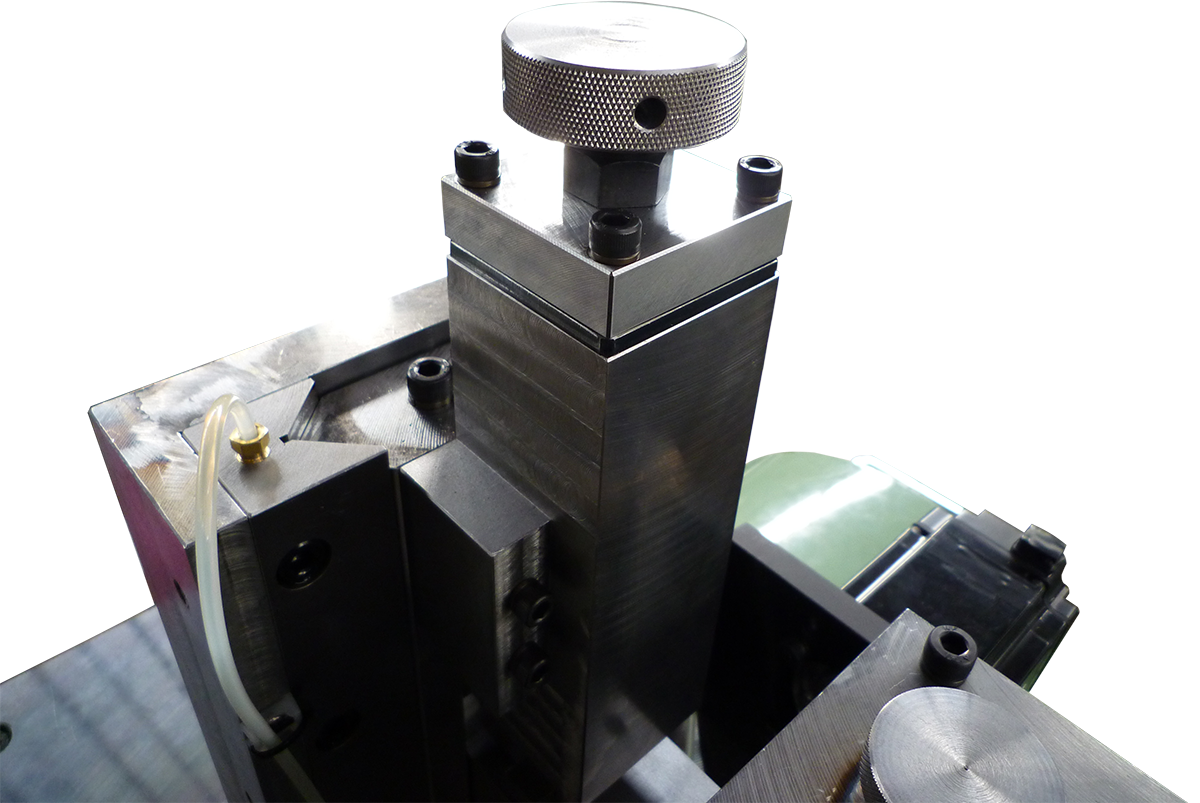
材料調整ハンドル
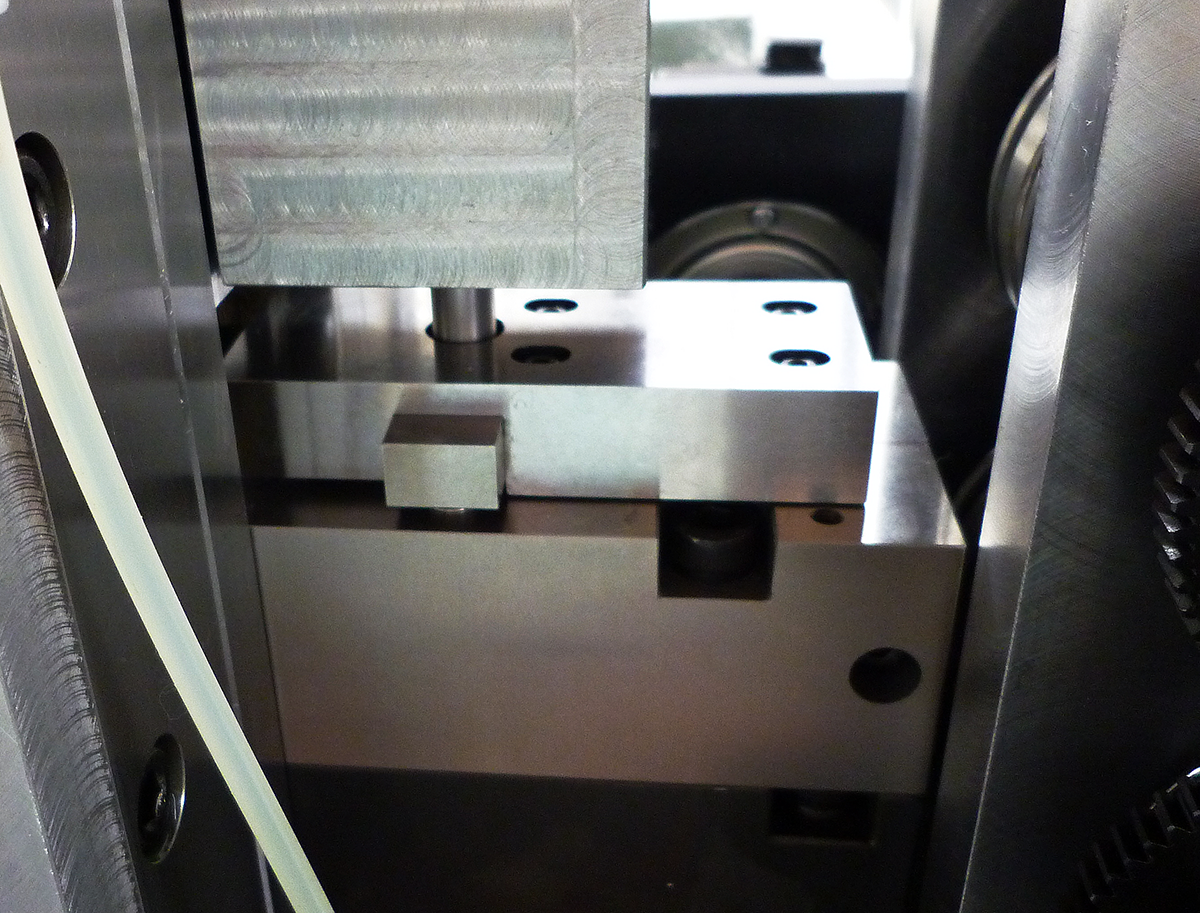
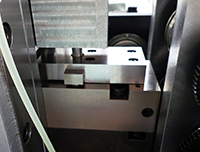
プレス金型部
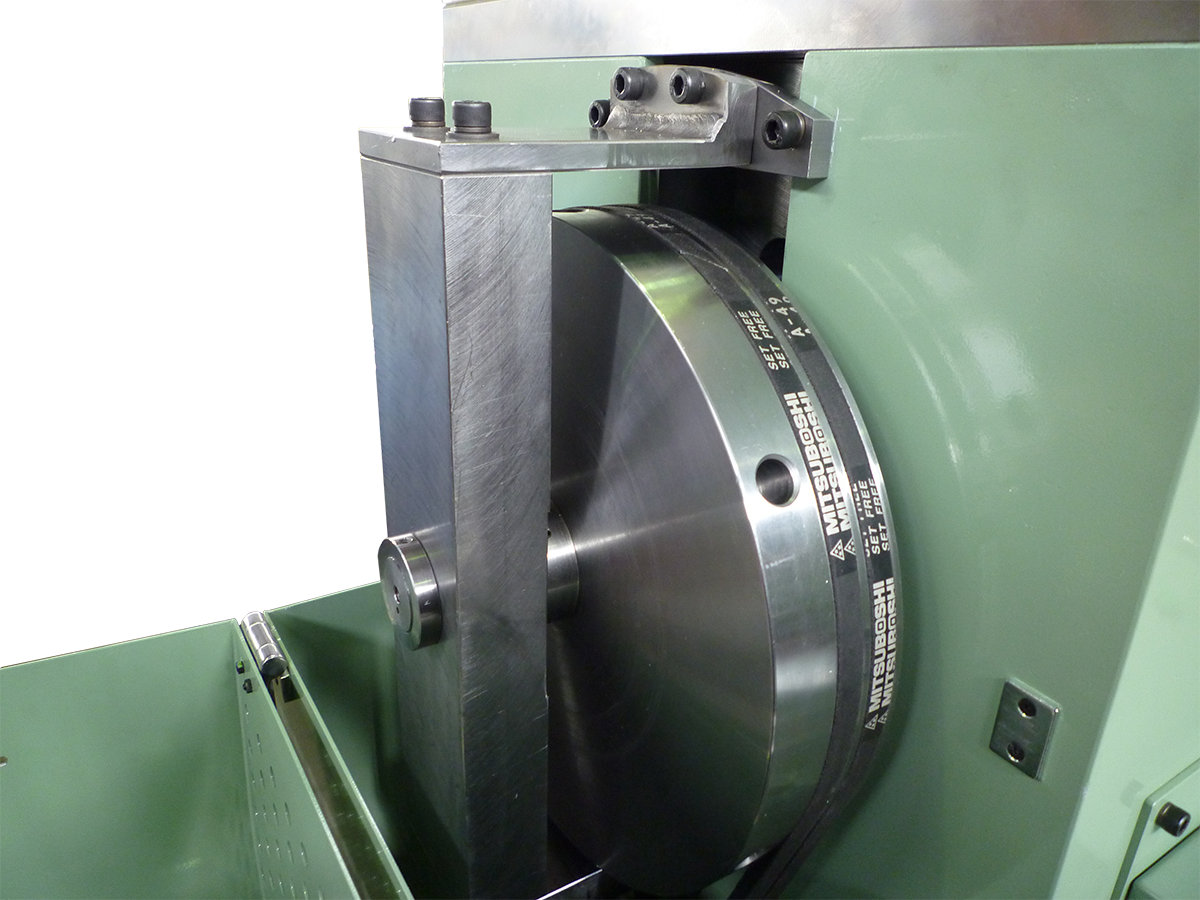
フライホイール部
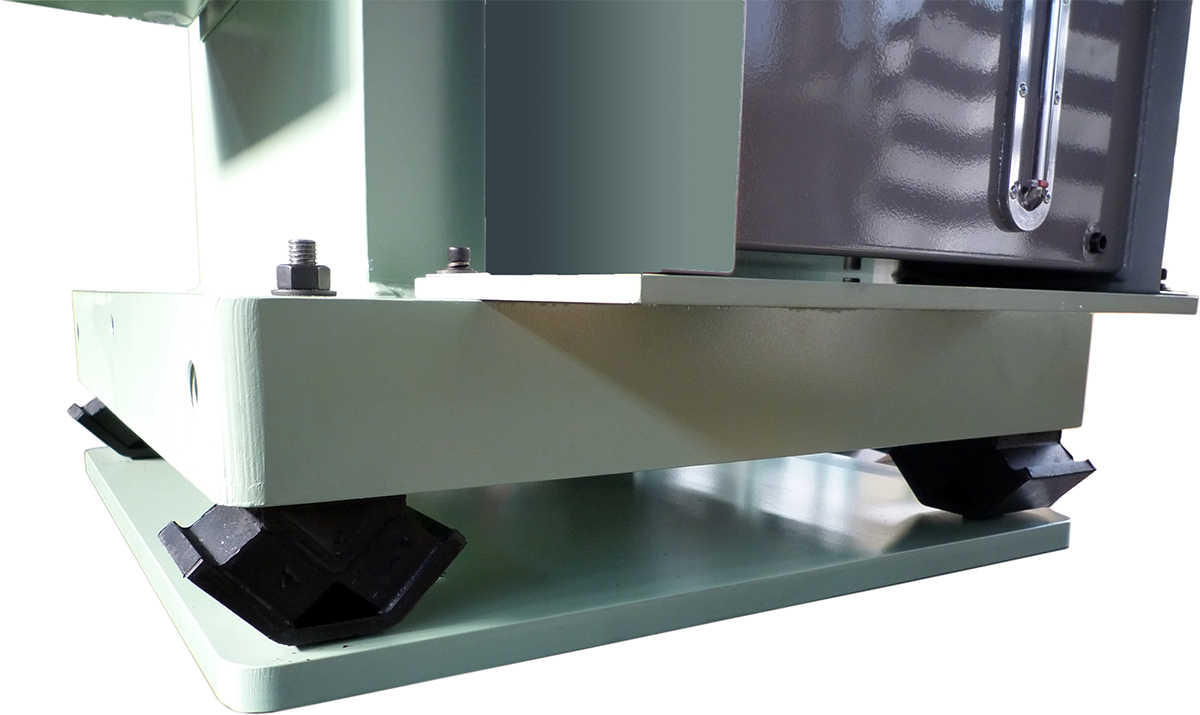
振動防止クッション

線材切断 2.74φ 11.88mm

線材切断 2.74φ 11.88mm
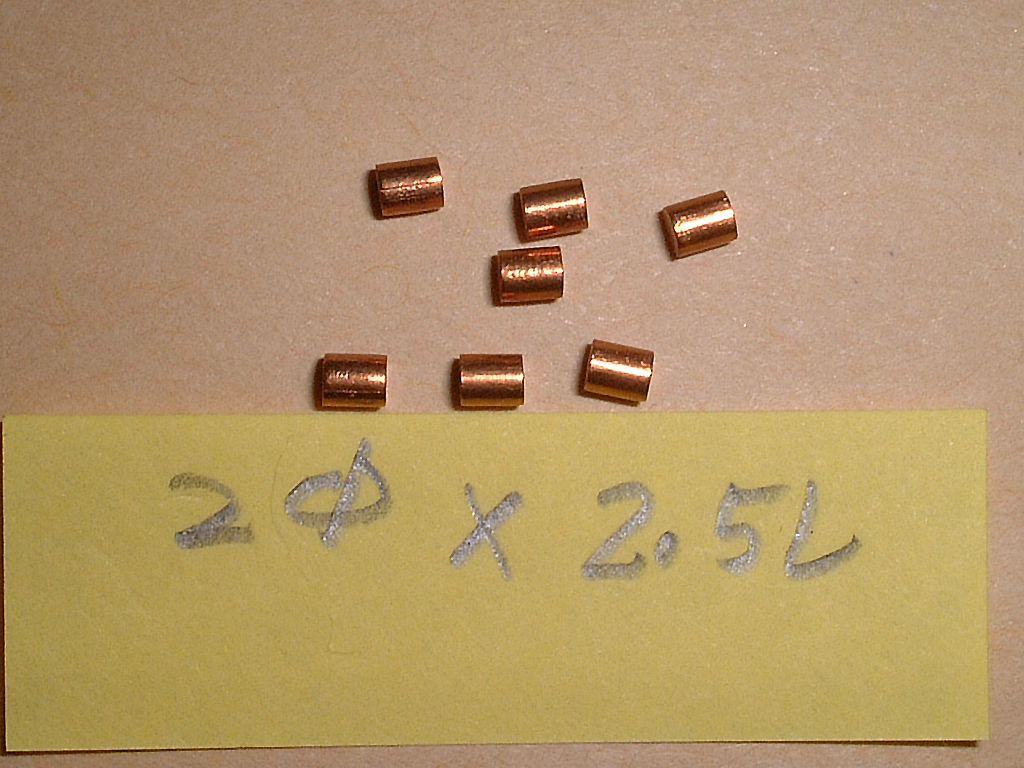
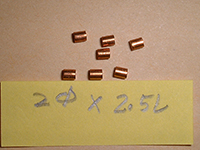
線材切断 2φ 2.5mm
線材切断 2φ 2.5mm
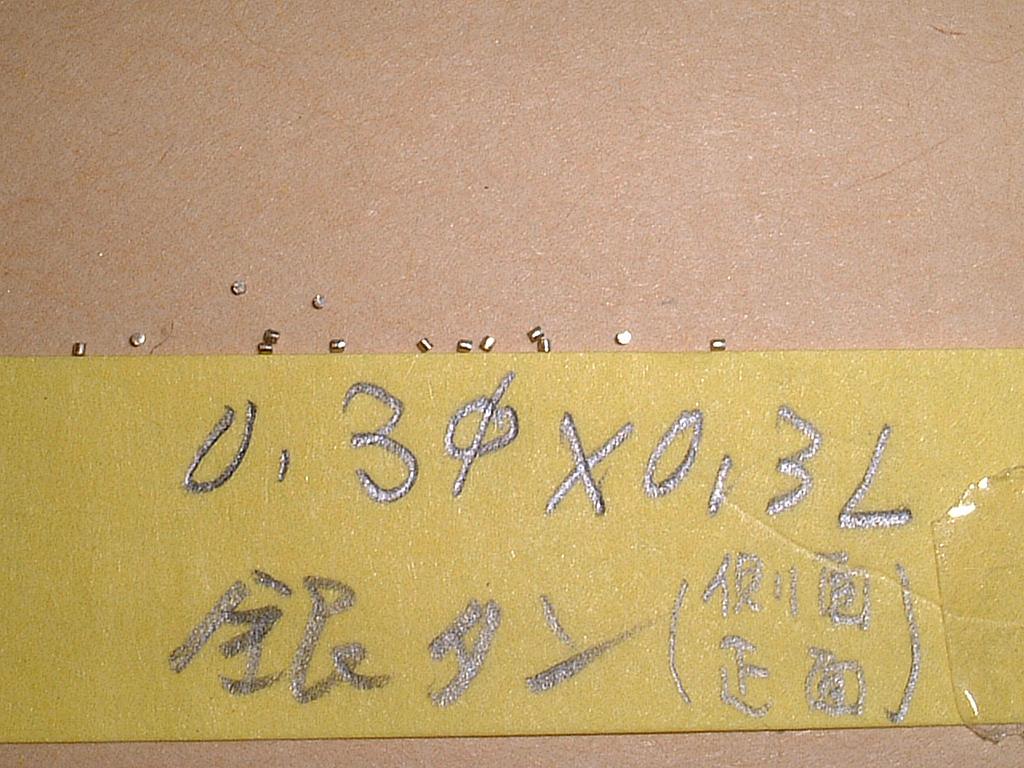
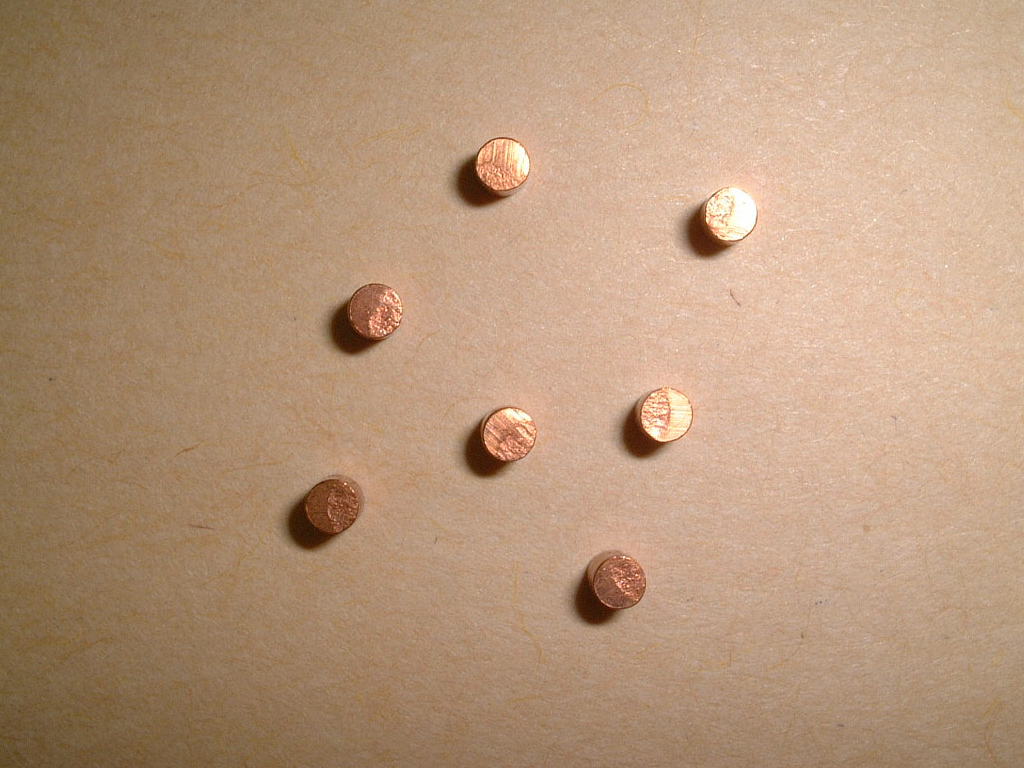
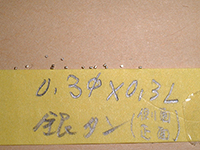
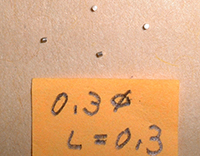
線材切断 0.3φ 0.3mm
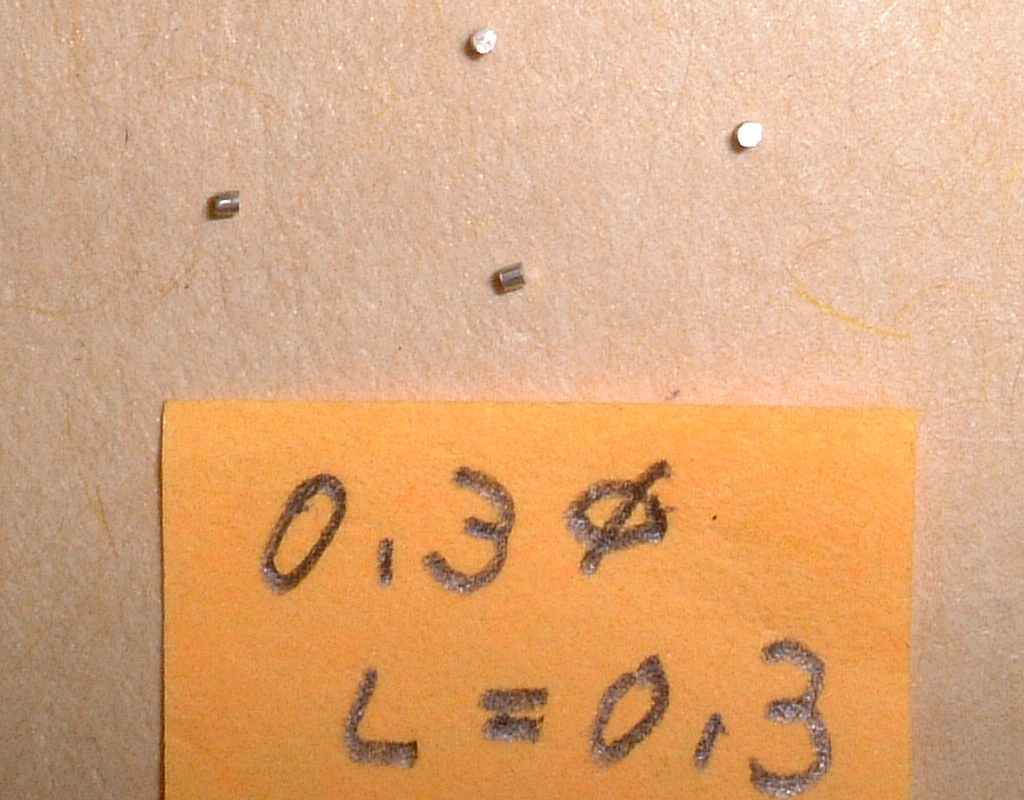
線材切断 0.3φ 0.3mm









特徴
超高速の連続運転時に各部で発生する機械振動の軽減を行う独自バランス機構を実装し精度や耐久性の問題に対応。
当社NCフィーダーを搭載する事により超高速域で精密切断と鏡面切断を同時に行うプレス加工を実現します。
JIS特級以上の精度がある為、線材切断に限らず短幅フープ材等の高速精密切断など幅広い用途で使用できます。


1966年に販売を開始した初号機AP-7(A)から改良に改良を重ね、現在の最終型AP-7(S)まで進化を遂げました。
長期間稼働に伴う耐久性や放熱処理、切断面の処理工程を省くための鏡面加工など、現場のお客様からの数々の提案や問題点の改善を尽くし長年のノウハウが蓄積されています。
現在AP-7は、多数の大手企業様が24時間フル稼働を行っており自信を持ってご提供を致します。
-
強靱なフレーム構造
最大3000SPMの超高速プレス加工に耐える強靱なフレーム構造で、主可動部を作業面下部の箱型フレームに搭載する事で高度な安全性と秀れた剛性を発揮します。
-
超精密高速送り機構
材料送り機構は特殊鋼の焼入れ研削に超精密加工を施し、長寿命でJIS特級以上の正確なピッチで送り続けます。
順送り金型を使用することによリ一度に数工程を同時に加工する事ができます。 -
偏芯荷重に強いガイドボスト
本機のガイドポストは厳密な品質管理の上で熱処理・超精密加工を施しています。
また負荷の掛かる偏芯荷重にも十分に耐える設計を行っており機械と金型の長寿命化を保証します。 -
耐振動SB機構
高速回転時の振動を改善した独自バランス機構と選別された振動防止クッションを採用。
振動は極小に抑えられ加工精度に影響を与えません。
用途例
- 金属・タングステン等の丸線、異形線材の切断
- 極細丸線の極短長さの切断
- 各種線材の鏡面切断
- 細径ニードルベアリング材料の切断
- 圧印・コイニング加工と同時切断
- 短幅フープ材等の切断
- 短幅の電子・電気部品の切断、順送りプレス加工
- これら上記の超高速切断・精密切断
動画
仕様
| 型 式 | AP-7(S) NCフィーダータイプ |
AP-7(S) メカフィーダータイプ |
|---|---|---|
| 最大回転数 | 300~1000SPM | 300~3000SPM |
| 最大送り長さ | 0.1mm~100mm | 0.1mm~12mm |
| 最大ストローク長さ | 10mm | |
| 最大加圧力 | 3(ton) | |
| 高速切断精度 | 0.01~0.015mm以下 | |
| 最小切断直径 | φ0.2 | |
| 最大切断直径 | φ10 | |
| 最大材料幅 | 30mm | |
| 作業面積(幅×長さ) | 50mm×142mm | |
| 自動送り形式 | NCフィーダー | 機械式フィーダー |
| 駆動方式 | アンダードライブ方式 | |
| 定格電源 | 3HP/AC200V | |
| 変速装置 | ACインバーター&ボリューム変速仕様 | |
| 自動停止装置 | 材料切れセンサー 上部安全カバー・フライホイールカバー解放時 |
|
| 機構部放熱冷却 | クランク軸系強制空冷システム | |
| 給油装置 | 自動給油装置 | |
| モーター冷却 | 空冷ファン | |
| 付属品 | NC制御盤 | ラチェットギア |
| 純重量 | 300kg | |
| 総重量 | 600kg | |
- 本機は材料を一定送りピッチで加工する用途にご使用できます。
- ユーザー様の加工用途に合わせた金型・材料送り機構を設計するため汎用機ではなく専用機となります。
※精密切断(1000SPM以下)を目的とする場合はNCフィーダータイプとなります。
※超高速切断(1000SPM以上)を目的とする場合は機械式フィーダータイプとなります。
※目標とされる鏡面切断(切断面精度)につきましてはユーザー様側で金型を設計製作して頂く必要があり弊社では責任を負いかねます。
※機械本体及び制御盤の外観は製品改良のため、予告なく変更する場合があります。
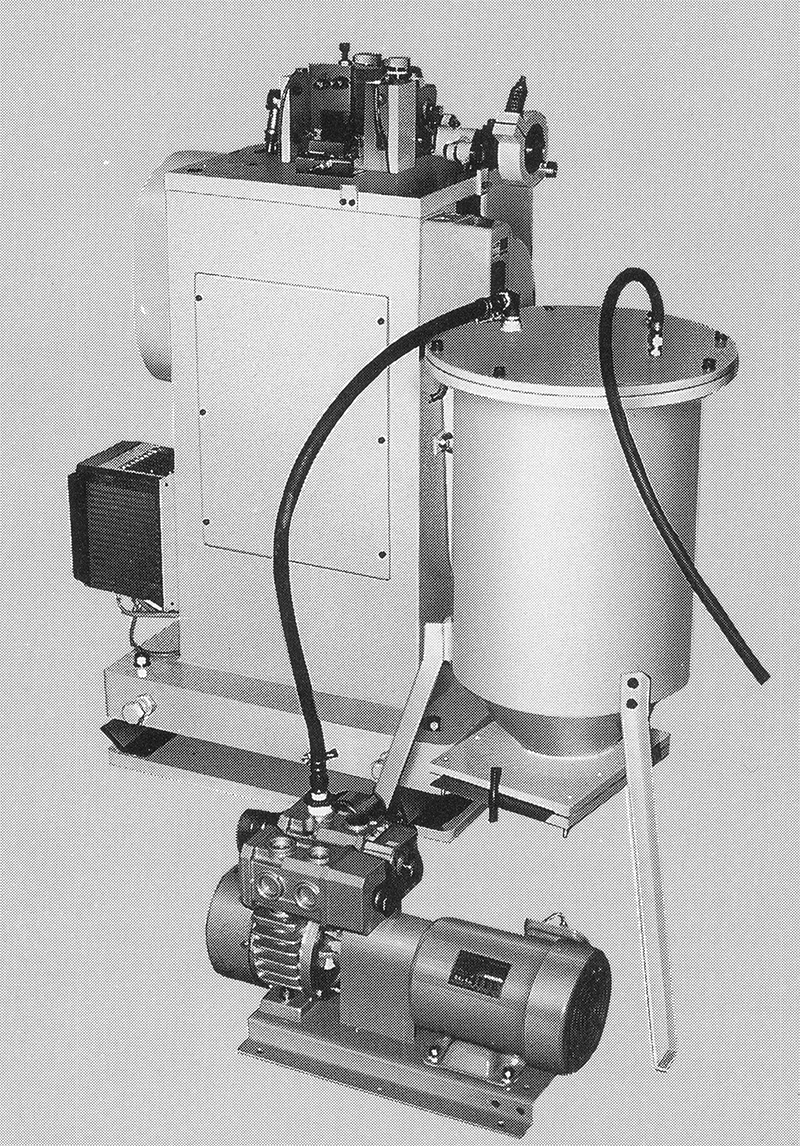
旧カタログ(参考用)
価格
生産停止中